Industry 4.0: The Complete Guide to Smart Manufacturing
1. What Is Industry 4.0?
2. The Evolution of Industrial Revolutions
3. Core Technologies Driving Industry 4.0
4. What Is a Smart Factory?
5. Industry 4.0 in Action: Real-World Use Cases
6. Key Benefits of Industry 4.0
7. Industry 4.0 Challenges and Solutions
8. How to Implement Industry 4.0
9. The Future of Industry 4.0
What Is Industry 4.0?
The Three Core Principles of Industry 4.0
Connectivity
Intelligence
Agility
The Evolution of Industrial Revolutions
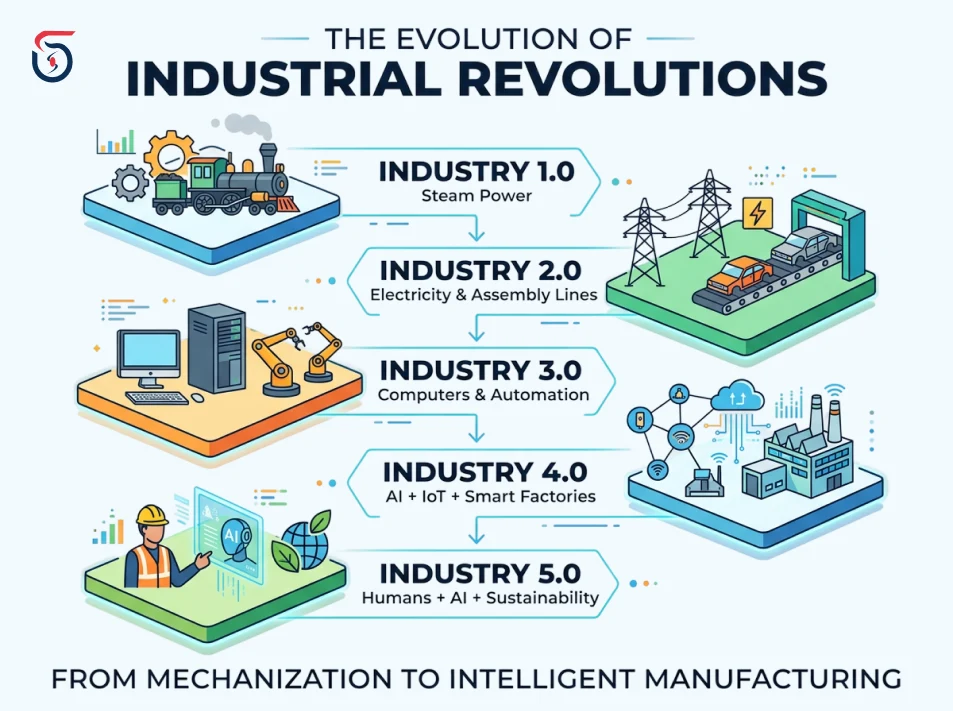
First Industrial Revolution (1760s-1840s)
The Age of Steam
Key Changes
- ◆Steam-powered machinery
- ◆Mechanized manufacturing
- ◆Expansion of factory systems
- ◆Reduced dependence on manual labor
Example
Second Industrial Revolution (1870s-1960s)
Electrification and Mass Production
Key Changes
- ◆Electrically powered machinery
- ◆Assembly-line manufacturing
- ◆Mass production techniques
- ◆Improved productivity and efficiency
Example
Third Industrial Revolution (1960s-2000s)
Digital Automation
Key Changes
- ◆Computerized manufacturing systems
- ◆Programmable Logic Controllers (PLCs)
- ◆Automated production lines
- ◆Early ERP and manufacturing software
Example
Fourth Industrial Revolution (2010s-Present)
Connected Intelligence
Key Technologies
- ◆Artificial Intelligence (AI)
- ◆Industrial Internet of Things (IIoT)
- ◆Cloud Computing
- ◆Big Data Analytics
- ◆Robotics
- ◆Digital Twins
Key Outcome
Example
Industry 5.0: Human-Centric and Sustainable Manufacturing
Emerging Beyond Industry 4.0
Key Focus Areas
- ◆Human-AI Collaboration
- ◆Sustainability
- ◆Operational Resilience
- ◆Personalized Production
- ◆Employee Well-Being
Example
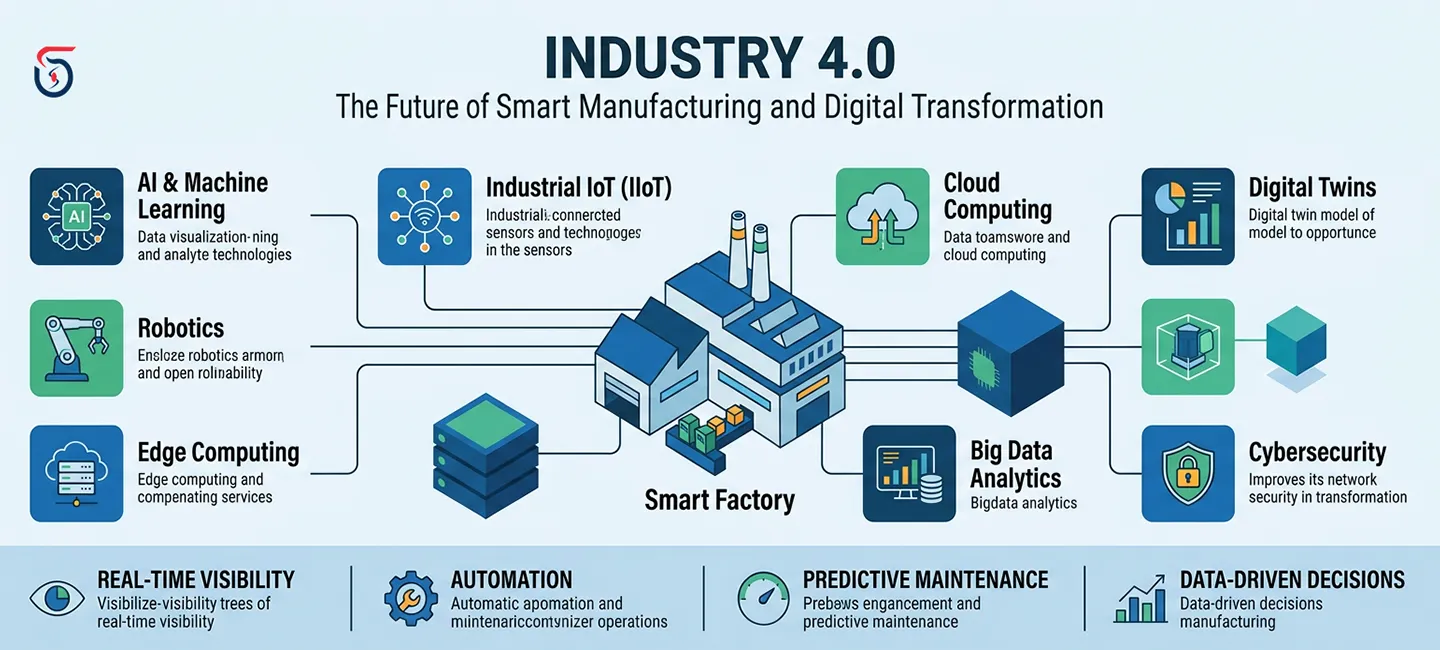
Core Technologies Driving Industry 4.0
Industrial Internet of Things (IIoT)
Artificial Intelligence (AI) and Machine Learning
Cloud Computing
Edge Computing
Digital Twins
Robotics and Autonomous Systems
Big Data Analytics
Industrial Cybersecurity
Augmented Reality (AR)
Additive Manufacturing (3D Printing)
Horizontal and Vertical Integration
What Is a Smart Factory?
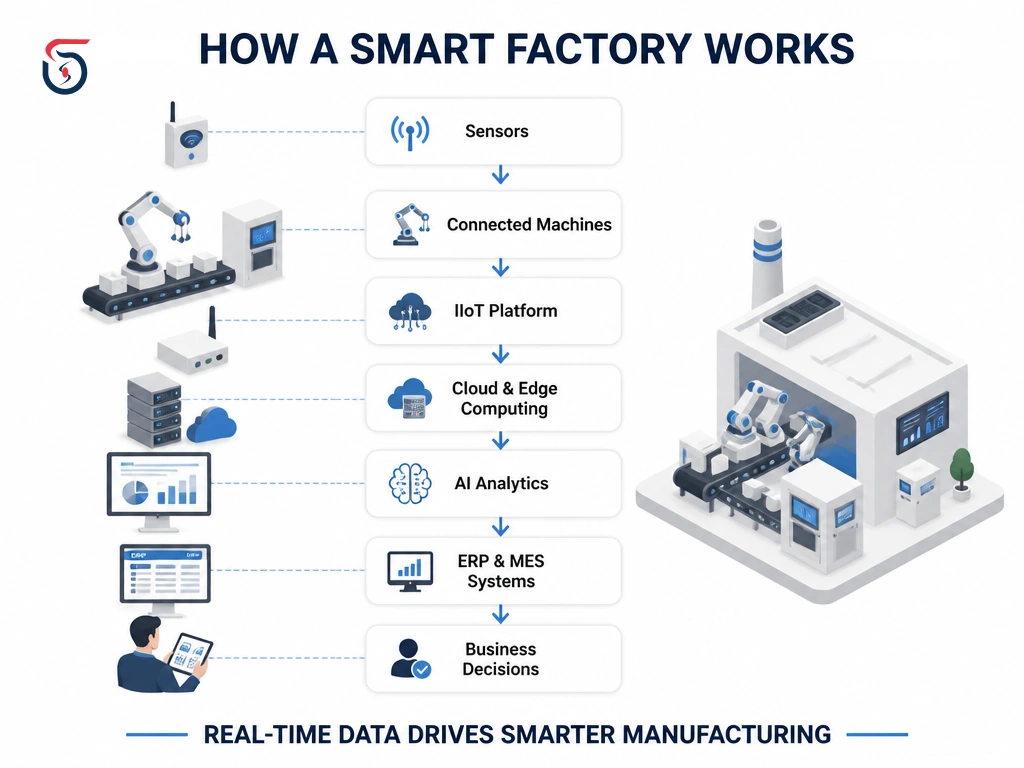
How a Smart Factory Works
Core Components
- ◆IIoT sensors collect machine data
- ◆Cloud and edge platforms process information
- ◆AI analyzes operational patterns
- ◆ERP and MES systems share data across departments
- ◆Automation executes actions in real time
Key Characteristics of a Smart Factory
Connected Systems
Real-Time Data Visibility
Data-Driven Decisions
IT/OT Integration
Self-Optimizing Processes
Mass Customization
Intelligent Supply Chains
Sustainable Operations
Industry 4.0 in Action: Real-World Use Cases
Predictive Maintenance
AI-Powered Quality Control
Supply Chain Optimization
Energy Management
Remote Monitoring
Faster Product Development
Key Benefits of Industry 4.0
Operational Benefits
- ◆Increased productivity and efficiency
- ◆Reduced unplanned downtime
- ◆Improved equipment performance
- ◆Higher product quality
Financial Benefits
- ◆Lower maintenance costs
- ◆Reduced energy consumption
- ◆Less waste and rework
- ◆Better use of resources
Customer Benefits
- ◆Faster product development
- ◆Consistent product quality
- ◆Greater production flexibility
- ◆Faster delivery times
Strategic & Sustainability Benefits
- ◆Better supply chain visibility
- ◆Improved sustainability and energy efficiency
- ◆Faster, data-driven decision-making
- ◆Stronger competitive advantage
Industry 4.0 Challenges and Solutions
| Challenge | Solution |
|---|---|
| Legacy equipment that lacks connectivity | Use IoT sensors, gateways, and retrofit solutions to connect existing machines |
| Cybersecurity risks from increased connectivity | Implement strong security measures such as network segmentation, multi-factor authentication, and continuous monitoring |
| Skills gaps and resistance to change | Invest in employee training, upskilling, and change management programs |
| High implementation costs | Start with small, high-impact projects and scale gradually based on ROI |
| Poor data quality and disconnected systems | Establish data governance standards and integrate systems effectively |
| Lack of a clear digital transformation strategy | Define business goals, KPIs, and a structured Industry 4.0 roadmap |
How to Implement Industry 4.0
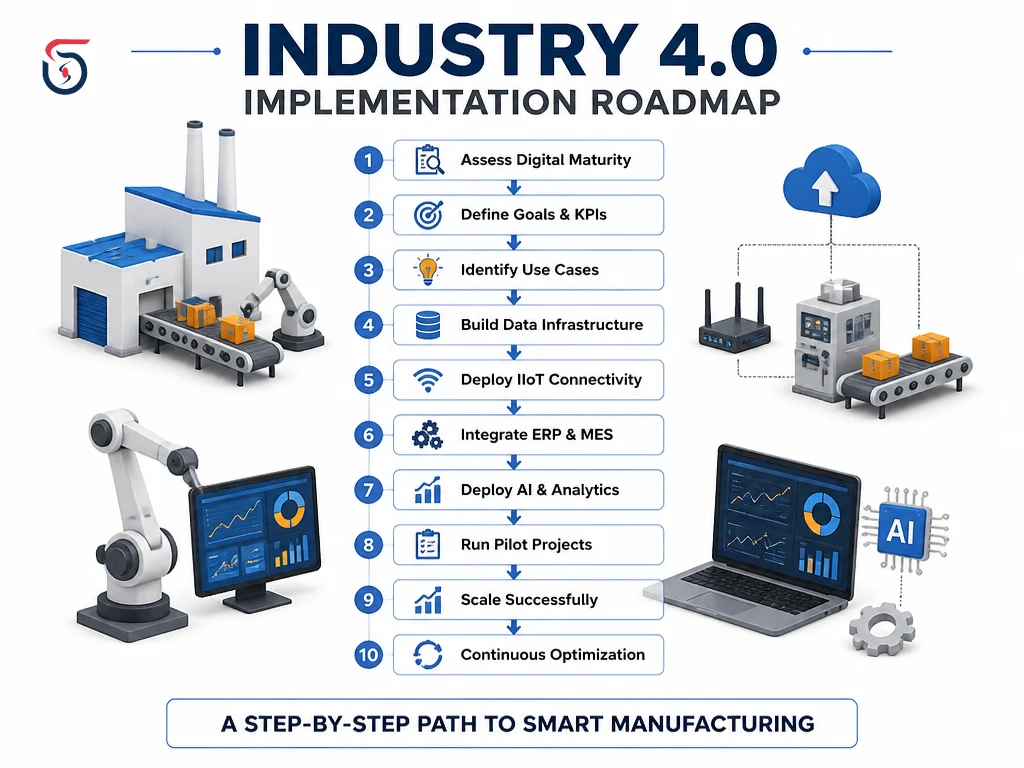
Step 1: Assess Your Current Digital Maturity
Key Assessment Areas
- ◆Connectivity
- ◆Automation
- ◆Data infrastructure
- ◆Workforce readiness
- ◆Strategic alignment
Step 2: Define Business Goals and KPIs
Examples of Industry 4.0 KPIs
- ◆Downtime reduction
- ◆OEE improvement
- ◆Energy cost reduction
- ◆Quality improvement
- ◆Throughput increase
Step 3: Identify High-Value Use Cases
Common Starting Points
- ◆Predictive maintenance
- ◆Energy management
- ◆Quality inspection
- ◆Inventory optimization
Step 4: Build Your Data Infrastructure
Infrastructure Components
- ◆Data historians
- ◆Cloud platforms
- ◆Industrial databases
- ◆Data governance frameworks
Step 5: Deploy IIoT Connectivity
Focus Areas
- ◆Critical production equipment
- ◆High-value assets
- ◆Key operational processes
Step 6: Integrate ERP, MES, and Production Systems
Benefits of Integration
- ◆Real-time production visibility
- ◆Improved planning accuracy
- ◆Reduced manual data entry
- ◆Better decision-making
Step 7: Deploy AI, Analytics, and Automation
Analytics Maturity Path
Descriptive Analytics
Diagnostic Analytics
Predictive Analytics
Prescriptive Analytics
Step 8: Run Pilots and Measure Results
Pilot Objectives
- ◆Measure ROI
- ◆Identify challenges
- ◆Validate business value
- ◆Gather stakeholder feedback
Step 9: Scale Successful Use Cases
Scaling Considerations
- ◆Standardization
- ◆Governance
- ◆Workforce training
- ◆Technology support
Step 10: Continuously Measure ROI and Optimize
Continuous Improvement Activities
- ◆KPI reviews
- ◆Model retraining
- ◆Process optimization
- ◆Technology upgrades
The Future of Industry 4.0
- ◆Generative AI for reporting, design, and operational insights
- ◆Autonomous factories that automate routine decisions and processes
- ◆Industrial AI platforms that simplify the deployment of manufacturing intelligence
- ◆Sustainable manufacturing through reduced energy consumption and waste
- ◆Industry 5.0, which focuses on collaboration between humans and intelligent technologies
Want to go deeper into Industry 4.0 technologies and implementation strategies? Explore more insights on smart manufacturing and connected systems.
Table of contents
What Is Industry 4.0?
The Evolution of Industrial Revolutions
Core Technologies Driving Industry 4.0
What Is a Smart Factory?
Industry 4.0 in Action: Real-World Use Cases
Key Benefits of Industry 4.0
Industry 4.0 Challenges and Solutions
How to Implement Industry 4.0
The Future of Industry 4.0
Join Our Newsletter
Get the latest tech trends, tutorials and expert analysis delivered straight to your inbox.
Industry 4.0 FAQs
Industry 4.0 refers to the use of smart digital technologies such as AI, IoT, cloud computing, robotics, and analytics to connect manufacturing systems and improve efficiency through real-time data and automation.
A smart factory is a manufacturing facility where machines, software, and systems continuously exchange information to optimize production, quality, maintenance, and decision-making.
Industry 4.0 helps manufacturers reduce downtime, improve quality, lower costs, increase productivity, and remain competitive in rapidly changing markets.
The primary technologies include:
- Artificial Intelligence (AI)
- Industrial Internet of Things (IIoT)
- Cloud Computing
- Edge Computing
- Digital Twins
- Robotics
- Big Data Analytics
- Industrial Cybersecurity
- Augmented Reality
- Additive Manufacturing
- Horizontal and Vertical Integration
Industry 3.0 introduced automation through computers and programmable systems. Industry 4.0 connects those systems, adds intelligence through AI and analytics, and enables autonomous decision-making.
Key benefits include:
- Higher productivity
- Better quality
- Lower operational costs
- Improved flexibility
- Faster delivery
- Enhanced safety
- Greater sustainability
Industry 4.0 improves efficiency through real-time monitoring, predictive maintenance, intelligent automation, optimized scheduling, and data-driven decision-making.
AI supports predictive maintenance, quality inspection, demand forecasting, production optimization, and intelligent decision support.
IIoT connects machines and systems, collects operational data, enables real-time visibility, and serves as the foundation for analytics and automation.
Common challenges include:
- Legacy equipment integration
- Cybersecurity concerns
- Skills shortages
- High implementation costs
- Data quality issues
- Organizational resistance to change
Yes. Legacy equipment can be connected using retrofit sensors, IoT gateways, protocol converters, and industrial connectivity solutions.
Industry 4.0 can be secured through network segmentation, access controls, continuous monitoring, security training, and industrial cybersecurity best practices.
Industry 4.0 provides operational intelligence, while ERP systems transform that intelligence into business decisions and enterprise-wide actions.
The future combines advanced automation, AI, sustainability, and human-centric collaboration to create smarter, more resilient, and more adaptable manufacturing operations.